Cellular
manufacturing is a manufacturing process that
produces families of parts within a single line or cell of machines operated by
machinists who work only within the line or cell. A cell is a small scale,
clearly-defined production unit within a larger factory. This unit has complete
responsibility for producing a family of like parts or a product. All necessary
machines and manpower are contained within this cell, thus giving it a degree
of operational autonomy. Each worker is expected to have mastered a full range
of operating skills required by his or her cell. Therefore, systematic job
rotation and training are necessary conditions for effective cell development.
Complete worker training is needed to ensure that flexible worker assignments
can be fulfilled.
Cellular manufacturing is a hybrid
system that links the advantages of a job shop with the product layout of the continuous
flow line. The cell design provides for quick and efficient flow, and the high
productivity associated with assembly lines. However, it also provides the
flexibility of the job shop, allowing both similar and diverse products to be
added to the line without slowing the process. Figures 1 and 2 compares a cellular layout to that of the typical
job shop (process layout).
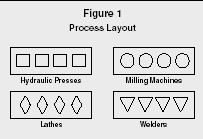
Figure 1 Process Layout
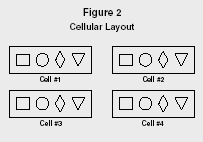
Figure 2 Cellular Layout
Benefits of Cellular Layout
Many firms utilizing cellular
manufacturing have reported near immediate improvements in performance, with
only relatively minor adverse effects. Cited improvements which seem to have
occurred fairly quickly include reductions in work-in-process, finished goods,
lead time, late orders, scrap, direct labor, and workspace.
In particular, production and
quality control is enhanced. By breaking the factory into small, homogeneous
and cohesive productive units, production and quality control is made easier.
Cells that are not performing according to volume and quality targets can be
easily isolated, since the parts/products affected can be traced to a single
cell. Also, because the productive units are small, the search for the root of
problems is made easier.
Below table compares cellular and
functional layouts along 13 key dimensions. It is typical of the improvements
possible with this approach. Cells negate many of the tradeoffs of conventional
manufacturing approaches.
|
Key Element
|
Functional
|
Cellular
|
|
Inter-department Moves
|
Many
|
Few
|
|
Travel Distance
|
500'-4000'
|
100'-400'
|
|
Route Structure
|
Variable
|
Fixed
|
|
Queues
|
12-30
|
3-5
|
|
Throughput Time
|
Weeks
|
Hours
|
|
Response Time
|
Weeks
|
Hours
|
|
Inventory Turns
|
3-10
|
15-60
|
|
Supervision
|
Difficult
|
Easy
|
|
Teamwork
|
Inhibits
|
Enhances
|
|
Quality Feedback
|
Days
|
Minutes
|
|
Skill Range
|
Narrow
|
Broad
|
|
Scheduling
|
Complex
|
Simple
|
|
Equipment Utilization
|
85%-95%
|
70%-80%
|
An
Example
A firm that assembles air-handling products faced high inventories and
erratic delivery. They originally assembled units on a traditional line. Long
setups and logistics required long production runs. Often, they pulled products
from finished goods and rebuilt them for custom orders.
We built twelve small (1-3 person) assembly workcells
that were always set up and ready. People worked in different cells each day
and assembled to customer order. Finished Goods Inventory dropped by 96%.
Lead-time was 24 hours. Productivity improved by 20%-30%.